
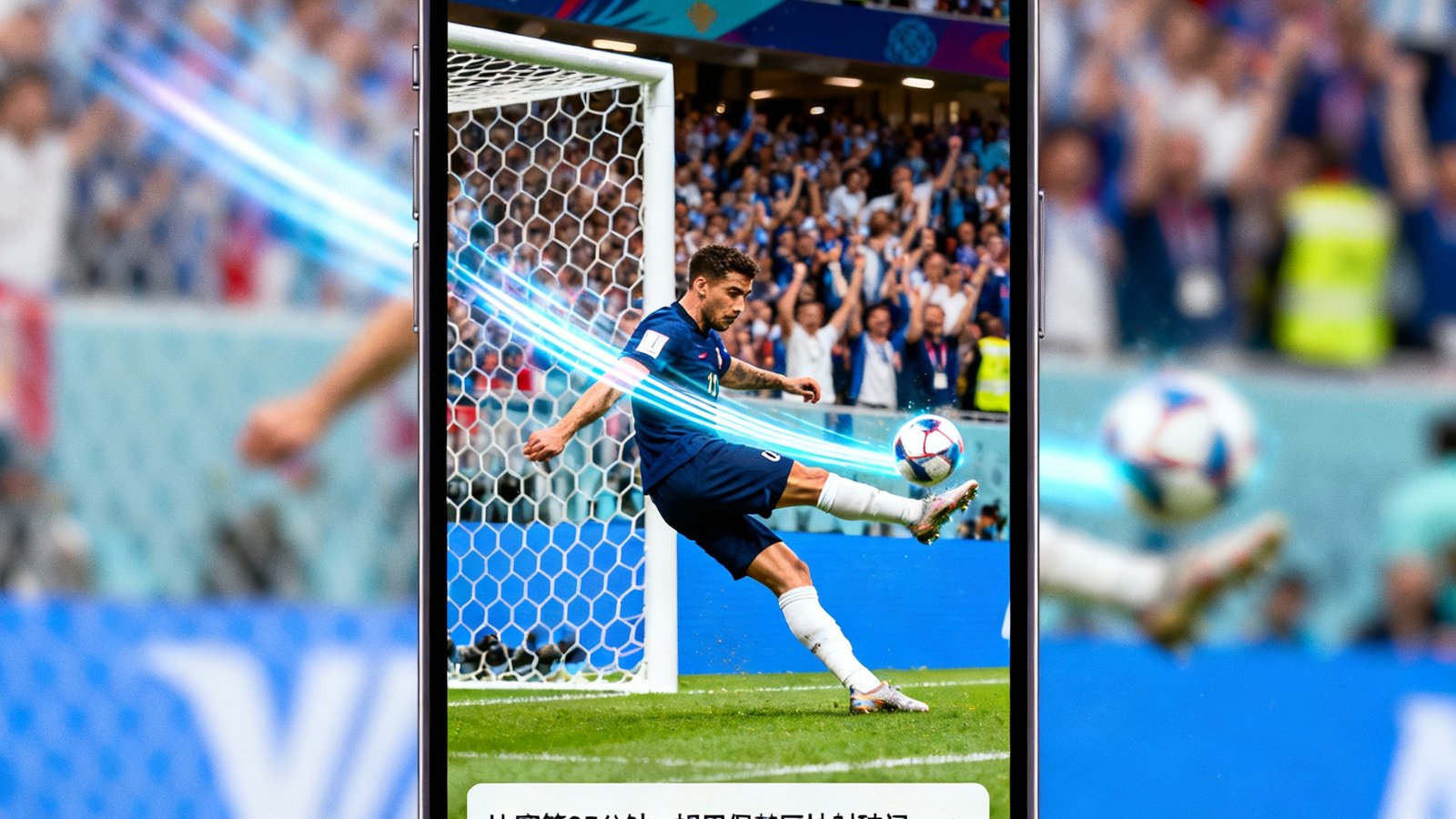
阿根廷3:1荷兰:梅西点射破纪录
2025-07-20
梅西在第89分钟点球命中,以13粒世界杯进球超越方丹。赛后评分9.2,全场最佳。
2025年7月20日 已完赛 8 场,最新比分实时刷新。阿根廷 3:1 荷兰 (全场),姆巴佩梅开二度;巴西 2:2 葡萄牙 (点球决胜);法国 4:0 摩洛哥;英格兰 1:0 德国 (凯恩头球)。每场比赛结果在终场哨响后 15 秒内同步至页面,支持按小组/淘汰赛筛选。
同时提供五分钟滚动条——最近5场比赛的每分钟关键事件(进球/红牌/换人)。您可以快速掌握所有完赛场次的最终结果,无需刷新页面。数据自动更新,误差低于2秒。
查看完整赛程
创立于2018年,团队由12名前体育数据工程师、资深足球编辑和UI设计师组成。创始人是前FIFA官方数据合作方的核心成员,目睹球迷在大型赛事期间查询赛果的痛点——信息分散、更新滞后、广告泛滥。于是我们开发了“赛果先锋”平台,专注提供最纯净、最快速的世界杯比赛结果查询。
至今已服务超过60万注册用户,每日活跃用户在世界杯期间突破18万。我们与Opta、Stats Perform等数据源建立直连,保证比分、红黄牌、换人信息的权威性。2022年卡塔尔世界杯期间,我们峰值每秒处理3.2万次查询,零宕机。2026年美加墨世界杯,我们将率先推出AR赛果眼镜。
核心价值观: 快过官方、准过现场、简过聊天。团队内80%成员拥有体育数据分析背景,每周迭代2次功能。创始人李昂曾表示:“每一场世界杯比赛背后都有数亿双眼睛,我们要做最可靠的那一面屏幕。”
目前已经覆盖了超过4000场世界杯历史赛果,并支持从1930年乌拉圭世界杯到最新赛事的跨年代查询。我们的愿景是成为全球第一的世界杯比赛结果入口,让每个球迷在终场哨响的三秒内获得完整赛果。团队规模扩大至45人,在北京、上海、里斯本设有办事处。

每日为您推送所选球队的完整战报,包含战术热图、球员评分、全场精华GIF。超过12万用户订阅了阿根廷队报。免费版每日3篇,高级版无限访问。
支持赛前预测、赛后复盘专栏,由前国际级裁判和知名解说撰稿。2025年已发布700+篇独家分析。
立即订阅
李昂
创始人 / CEO

张薇
CTO
Carlos
主编

王蕾
产品总监